
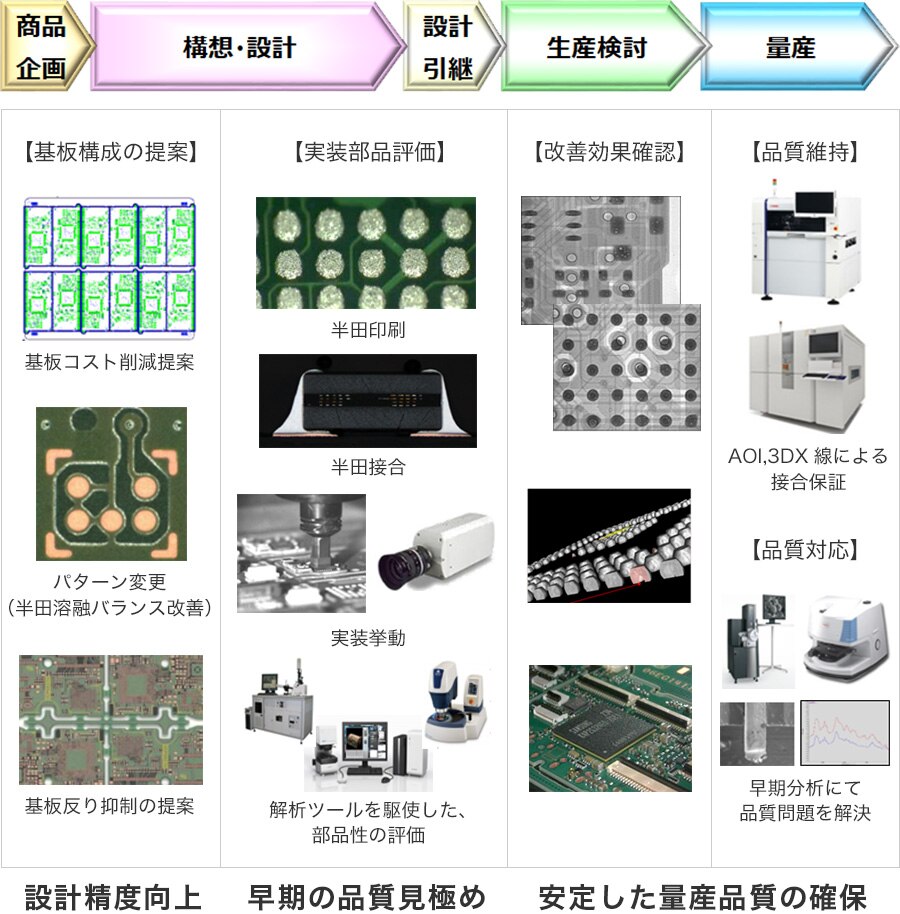
実装の改善事例
設計~部品・工法を事前に検証⇒量産仕様に落とし込み
組立作業の合理化改善事例
ローコスト自動化による合理化推進
導入コンセプト
過去の生産活動で培ってきたローコスト・標準化・多機能化
①多品種ビス ②360度4面 ③浮き・無し検出 ④インライン化構想
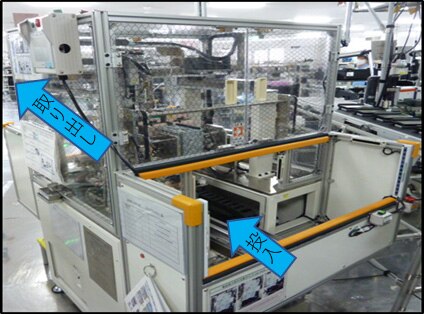
■前面投入⇒後面取出しでインライン思想を踏襲

■外装ビス 16本 360度 4面のビス締めを完了
【改善効果】
外装ビス作業 ▲1名 (汎用設備 投資回収 1.5年)
分析事例
自前の高度分析機器による迅速な分析サービスをご提供します。
FT-IR(有機物分析)

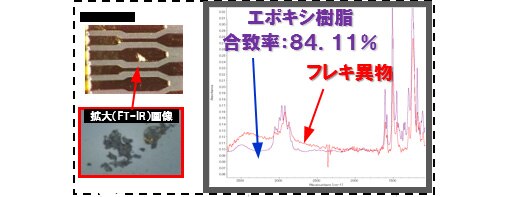
SEM-EDS(元素分析)

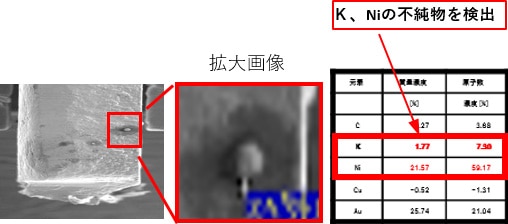
【改善効果】
外部への依頼で5日以上かかった分析が約1日で完了。
お客様からの分析のご依頼にも迅速に対応いたします。
設計委託の改善事例
《改善事例1》問題の本質まで入り込み低コストの対策案を提案
【問題点】
通信終了時に異音が発生する。
【異音発生原因】
モーターとキャビの隙間不足のため、キャビのたわみでモーター先端がキャビに当たる。
【お客様指示の対策仕様】
機械加工で部品を削りモーターとの隙間を確保する。
【弊社提案の改善仕様】

モーター本体にシートを追加しキャビとの隙間を確保する。
【改善効果】
お客様指示の仕様 部品加工費 100円/台 → 弊社提案の改造仕様 10円/台
1/10の費用で問題点の対策を実現
《改善事例2》量産性を見据えた部品選定による量産品質の安定化の提案
【問題点】
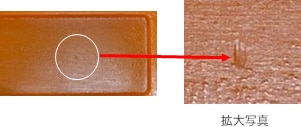
試作確認時にはんだのショートが多発。
【原因】
お客様指定の部品が微細ランド+BGAの仕様のため、 はんだ量が多すぎた。

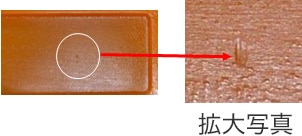
【改善提案】
ランド設計を見直し同一特性のLGA仕様を提案。 (微小ランドに対するはんだ量を適正化)

【改善効果】
はんだショート不良「0」を達成。
(同時に部品コストの80%ダウンも実現)
CONTACT
お仕事をお探しの方は
こちらから
ご不明な点はお気軽に
お問い合わせください



©PERSOL FACTORY PARTNERS CO., LTD.